...
...
...
 Page
updated May 1st, 2017.
Page
updated May 1st, 2017. 
...
Our
background in cryogenics:
Michael Crock (co-owner of
Jena Technologies LLC) was employed at Watkins
and Johnson Co. (WJ) in
the 1970s, for about ten years. Working in a classified
environment, Michael was involved with military- and
spacecraft-related microwave electronics, antennas, and
waveguide devices. Using state-of-the-art techniques,
technologies, and fabrication, he worked on pioneering
efforts in communications and anti-communications (ECM3). WJ
made deep-space amplifiers, antennas, and other equipment
used on many NASA missions. They also developed legendary
microwave and electron devices for the military,
intelligence community, and NASA. Michael was in the Special
Products and Services division of WJ, and worked hands-on as
a primary fabrication expert and antenna anechoic range and
chamber R&D for hundreds of one-of-a-kind microwave
antennas and electron devices that operated in extreme
environments.
 I
sit at a control console for anechoic chamber testing, long ago.
I
sit at a control console for anechoic chamber testing, long ago.
Pure liquid nitrogen immersion technologies were used at
Watkins and Johnson for special applications and the immersion
techniques used for exotic electron devices, UT coax, strip-line,
dielectric materials and wire were a pioneering effort. Michael
was a part of that classified work as technician "on point"
developing the techniques... this is were the skills and knowledge
of how were developed.
Michael was also NASA-certified in hand-solder techniques for use
in the fabrication of zero-failure devices for space flight. He
also worked on the space shuttle antenna systems for five years
while at WJ, handling as part of the team R&D to final
production and testing for the S-band, C-band, UHF-voice command,
Quads, and Hemi's for nine orbiters.
Additionally, Michael worked directly with very forward-thinking,
extremely gifted, and intelligent scientists and engineers for a
company located in New Mexico during the late 1980s, a company
that was directly involved with electron implantation into
electro-optic ceramics. The specifics of this project involved
materials whose properties and specifications remain classified.
This project, involving state-of-the-art physics, optics, and
electronics, was ahead of its time then, and still is.
This is why other organizations do not do what we do... The
equipment is uniquely made by us to perform a set of technological
tasks developed by us. Proven and used for getting every bit of
transmitted signal energy were it needs to go....
What we do:
All Jena Labs wire products are deep-immersion cryogenically
immersed as part of the standard production process. This
treatment entails a cold chilling process also referred to as
"dry" cryo which is not exactly cryogenics as we employ, however
it is important in the pre cryogenic treatment. (Something like
-270°
Fahrenheit...
This is were other company's doing "cryo" stop. ) Once we
get to temperatures in excess of minus 315 then at minus 320.4°
Fahrenheit (-195.77° Celsius) immersion occurs
culminating in the full immersion of the cables or other
products in liquid nitrogen, also known as LN2. The boiling
point of LN2 is -320.4° Fahrenheit (-195.77° Celsius), or
about 400° F below warm room temperature. I took these
pictures at both the liquid nitrogen main transfer tanks,
where I am transferring LN2 to a portable dewar, and inside
our lab, where the immersion takes place after a second
transfer to the actual vapor circulation and full LN2
immersion tanks.
 .
.
Above, transport
dewar fill.
Below is something you won’t see very often vapor around
-270°
Fahrenheit... AND
Below Right: This is the inside of one of our immersion tanks.
In
the liquid state, as we use it, the LN2 is actually much colder
than the vapor-to-liquid boiling point of LN²
(-320.4° Fahrenheit.) Yes,
that is liquid nitrogen, and you can even make out some
parts in it!
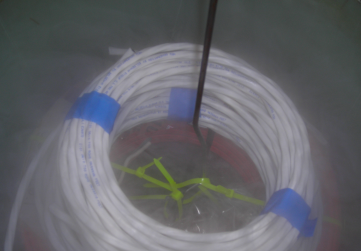 A long
deep chill begins.
A long
deep chill begins.  The non-immersed diagonal object in the
picture is a wooden camera support above the very cold and real LN²... We really do it... always have.
The non-immersed diagonal object in the
picture is a wooden camera support above the very cold and real LN²... We really do it... always have.
- We use what is called a
“super-cooling” process that is between -330° to about -345°
Fahrenheit. Additionally, our LN² is a validated, medical-grade
liquid nitrogen, which is just another plus for its purity.
What does that
mean colder than vapor-to-liquid
boiling point of LN²
(vapor-to-liquid
boiling point of LN²
(-320.4° Fahrenheit.)... Despite
claims from other "dry" Cryo houses that a temperature
lower than -320.4°
Fahrenheit is not
possible, we would like to point out that it is essential
for the simple reason that to be at that temperature *IS*
the boiling point, of course we are below that as we
immerse into a liquid that is not "warm enough" to be
boiling. Common sense truth in the absolute sense, not
magic.
Fact is we get our LN²
when it is closer to -330°
Fahrenheit. Below -345° Fahrenheit
LN² is
no longer a liquid it goes solid.
We have read were others don't believe it... there is
nothing to believe it is just physics and we have done
this kind of treatment for many years now.
What happens?
Exposing metallic objects to this extreme cold causes beneficial
molecular changes to occur. As metallic objects cool, they shrink.
With the extreme cooling and the shrinkage that follows LN² immersion,
the crystal boundaries of metallic conductors align more closely with
one another and become more conductive and quieter. Mechanical
integrity is also improved. This improved molecular condition stays
intact through the slow warming process and is stable at room
temperature.
Benefits
When conducting an electric signal, treated wire and formed metallic
parts will produce less micro-diode-effect noise, less
impurity-inclusion field disturbance, and less “slow-field” transverse
energy generation. The result is a cable or electrical device that is
quieter in noise floor and more revealing of subtle musical nuances.
Difficulties
Working with LN² requires very specialized and expensive equipment,
and extreme care. It is very dangerous, as the cold is so severe that
it can result in serious injury from accidental exposure to the
liquid. The process of chilling and warming takes several days to
complete and, if done incorrectly, can result in the fracture and loss
of the materials being processed. In every phase of the treatment,
extreme care must be taken. We feel strongly enough about the musical
merits of the treatment, though, that we gladly make the investment in
the equipment, the time, and the safety procedures needed to make the
benefits available to our customers.
Beware
of others Cryo-Claims
Several audio writers, equipment modifiers,
and so-called technologists have promoted refrigeration of cables and
electronic parts by packing in dry ice. This is NOT cryogenic
treatment. Dry ice has nothing to do with cryogenics.
There are a few companies that provide a service employing gas-bath
refrigeration in a cold furnace cooled by LN². If it is a circulation
process, these types of furnaces can reach down to about -180° to
-240° Fahrenheit, generally speaking. With enough extreme and
outrageously expensive effort (economically prohibitive for most
providers), vapor circulation can get down to about -280° Fahrenheit.
It does not matter what others claim: Getting vapor below -260°
Fahrenheit is exceptionally hard. Period. But even that won’t provide
a sufficient chill for our standards. Scientifically speaking,
cryogenics refers ONLY to temperatures at or below the vapor point of
nitrogen: -320.4° Fahrenheit. Our process involves temperatures that
are substantially colder than this.
Only true liquid nitrogen immersion, as employed by Jena Labs, will
fully and permanently enhance the musical behavior of metallic
conductors..
 .
.

..
...

